 Afbeelding 1: De Luisenhütte in het Duitse Balve toont de pre-industriële ijzerbereiding in al haar facetten. Zo ook de helling waarover erts, houtskool en kalksteen werd aangevoerd naar de top van de hoogoven.
Afbeelding 1: De Luisenhütte in het Duitse Balve toont de pre-industriële ijzerbereiding in al haar facetten. Zo ook de helling waarover erts, houtskool en kalksteen werd aangevoerd naar de top van de hoogoven.
Dat de oorsprong van het metaalgieten ver terug gaat in de tijd blijkt wel uit het feit dat er twee tijdperken van voor het begin van onze jaartelling naar vernoemd zijn. Uit tal van archeologische vondsten blijkt het vakmanschap van onze vroege voorouders op dit gebied, maar ook de ambachtelijk wijze waarop hun werkstukken tot stand kwamen. Daarin zou eeuwenlang weinig verandering komen en toen dit in het vroeg-industriële tijdperk wel het geval was had dit meer betrekking op het smelt- dan op het vormgevingsproces. Door blaasbalgen met waterkracht aan te drijven en cokes in plaats van houtskool te gebruiken wist men de smelttemperatuur te verhogen en daarmee een hoogovenproces te bedrijven. De productieverhoging die hierdoor mogelijk werd betekende ook dat het smelt- en gietbedrijf niet meer onlosmakelijk met elkaar verbonden waren. Hoogovenbedrijven zouden nog lang gebonden blijven aan locaties waar erts gedolven werd, maar gieterijen verplaatsen zich naar bevolkingscentra waar een markt was voor hun producten.
Zo ontstonden ook in Nederland in de loop van de negentiende eeuw vele tientallen gieterijen die producten vervaardigden van geïmporteerd ruwmetaal en alleen in het Oude IJsselgebied bleef men hiervoor nog geruime tijd lokaal gewonnen ijzeroer smelten. Naast gieterijen voor consumentenproducten als pannen, gereedschappen en kachels waren er ook bedrijven die zich specialiseerden in gietstukken voor bouwwerken en machines en zich vaak verder ontwikkelden tot constructiewerkplaatsen, machinefabrieken of een combinatie van beiden. Meestal ging het hier om ijzergieterijen, maar ook brons vond op industriële schaal toepassingen en dat gold bijvoorbeeld ook voor zink in het nabije buitenland. In deze rubriek zullen gieterijen aan bod komen waar deze metalen verwerkt werden en die inmiddels tot het industrieel erfgoed behoren. Omdat voormalige machinefabrieken een aparte rubriek vormen op deze website, zullen de gieterijen die hier onderdeel van waren daarin behandeld worden. Hoogovencomplexen daarentegen hebben nog nauwelijks een nieuwe bestemming gevonden en zullen vooralsnog niet worden opgenomen in ‘fabriekofiel’. Omdat van hun pre-industriële voorgangers echter een aantal fraaie exemplaren een museumfunctie heeft gekregen zullen die in deze inleiding kort de revue passeren. Afbeelding 2: Het tapgat aan de onderzijde van de hoogoven in Balve, met een visualisatie van de gietgoten.
Afbeelding 2: Het tapgat aan de onderzijde van de hoogoven in Balve, met een visualisatie van de gietgoten.
De eerste Nederlandse hoogoven werd in 1689 opgericht bij een watermolen aan de Bielheimerbeek nabij Doetinchem. Enkel een klein monumentje herinnert daar nu nog aan. Nummer twee en drie in Ulft (1754) en Deventer (1756) groeiden uit tot ijzergieterijen die tot diep in de twintigste eeuw actief bleven: Diepenbrock & Reigers (DRU) en Nering-Bögel. De geschiedenis van deze twee bedrijven zal in twee afzonderlijke reportages belicht worden. Van hun hoogovens is echter niets behouden gebleven en om een indruk te krijgen hoe deze er in hun vroegste vorm uitzagen moet men afreizen naar het naburige buitenland. In het Duitse Siegerland, maar vooral in de Belgische Maasvallei was al veel eerder sprake van ijzerproductie in hoogovens. Waarschijnlijk ligt de oorsprong van deze technologie ook in Wallonië. Rond Namen, Huy en Luik produceerde men al in de dertiende- en veertiende eeuw ijzer uit lokaal gewonnen erts met behulp van houtskool uit de Ardennen en de kracht van het snelstromende beekwater om de blaasbalgen van de ovens aan te drijven. Waterkracht diende ook om hamerwerken in beweging te zetten waarmee de ijzerklompen uit de ovens gereinigd werden. Dat laatste veranderde met de komst van de hoogoven aan het eind van de vijftiende, begin zestiende eeuw. Door in metershoge, peervormige, ovens afwisselend lagen ijzererts, houtskool en kalksteen te storten en dit mengsel tot een temperatuur van 1400oC te verhitten ontstond vloeibaar ijzer dat direct in een vorm gegoten kon worden en daarom de naam gietijzer kreeg. De verontreinigingen uit het ijzererts, voornamelijk siliciumoxide, bonden zich hierbij met het kalksteen tot een taaie massa: de slak. Deze ‘Waalse methode’ zou zonder grote wijzigingen tot begin negentiende eeuw in zwang blijven, toen naar Engels voorbeeld houtskool plaats maakte voor cokes en steenkool.
Dankzij haar technologische voorsprong kwam er in de Maasvallei een ijzernijverheid tot stand die tot ver over de grenzen vermaard was om haar producten. Staven zacht ijzer die bij de hoogovens gegoten waren werden in werkplaatsen in Luik of andere plaatsen in het dal van de Vesder of Ourthe tot spijkers of wapens gesmeed, maar vonden ook als halfproduct hun weg naar verwerkers elders in West-Europa. Verder zuidwaarts in het ‘Pays entre Sambre et Meuse’ en Luxemburg legde men zich toe op het gieten van pannen, haardplaten, kanonnen en kogels. Door de beschikbaarheid van rijke steenkoollagen en de import van Engelse knowhow kon deze nijverheid in Wallonië gedurende de negentiende eeuw uitgroeien tot een moderne ijzer- en staalindustrie. Daardoor zijn in de stedelijke centra de sporen van pre-industriële ijzerverwerking grondig uitgewist, maar daarbuiten zijn her en der nog resten van hoogovens uit die tijd behouden gebleven. Zo is in Fourneau St. Michel, nabij Saint Hubert, een ijzergieterij uit 1771 met watermolen en bijgebouwen nagenoeg intact gebleven. Een ouder exemplaar uit de zeventiende eeuw werd van zijn oorspronkelijke locatie overgebracht naar Luik voor museale doeleinden. Daar maakt het tegenwoordig onderdeel uit van het ‘Musée du Fer et du Charbon’ dat gevestigd is in de voormalige blikfabriek van Dieudonné Dothée. In het Duitse Balve, aan de westrand van het Sauerland, ontstond in 1748 onder de naam Luisenhütte een hoogovencomplex dat na recente restauratie weer toegankelijk is voor het publiek. Het kwam al in 1950 onder ‘Denkmalschutz’ en is opmerkelijk genoeg kort daarna nog één keer in werking gesteld door liefhebbers en historici. De ‘Forges de Buffon’ tenslotte, bevinden zich nabij Montbard in de Franse Bourgogne, en werden in 1768 opgericht door de gelijknamige graaf die naast ondernemer ook wetenschapper was. Ook hier is het volledige complex, inclusief hoogoven en watermolen, behouden gebleven. Afbeelding 3: De ijzergieterij van de Luisenhütte, met rechts twee koepelovens en centraal de zwenkkraan voor verplaatsing van de gietpan naar de vormkasten.
Afbeelding 3: De ijzergieterij van de Luisenhütte, met rechts twee koepelovens en centraal de zwenkkraan voor verplaatsing van de gietpan naar de vormkasten.
Er mochten lange tijd in Nederland dan wel geen gebieden met een omvangrijke metaalnijverheid zijn zoals in onze buurlanden, dat betekent niet dat er helemaal geen metaalgieterijen waren. Zo bestonden reeds in de middeleeuwen werkplaatsen waar bronzen kerkklokken gegoten werden, maar ook andere objecten zoals vijzels of kandelaars. Maar vaak kwam het ook voor dat grote klokken op de bouwplaats van de kerk gegoten werden door rondtrekkende ambachtslieden. Door de tachtigjarige oorlog deed een nieuwe type gieterij haar intrede, namelijk die voor de vervaardiging van geschut. De eerste vermelding daarvan dateert uit 1575 en heeft betrekking op het gieten van een bronzen kanon in opdracht van de Spaanse bezetter in Haarlem. De jonge Republiek der Zeven Provinciën kon niet achterblijven bij haar vijand en liet in 1589 in het koor van de Haagse Kloosterkerk een geschutgieterij inrichten. Even verderop aan het Lange Voorhout bouwde men een statig huis voor de meestergieter, het huidige Pageshuis. Deze situatie bleef bestaan tot 1668, toen de gieterij verplaatst werd naar ’s Lands Geschut Huys dat naar een ontwerp van architect Pieter Post aan de Nieuwe Uitleg was gebouwd (de Kanonstraat herinnert hier nog aan, het gebouw werd verwoest tijdens een luchtbombardement in 1945). Het gieten van geschut was een gecompliceerd proces, waarvoor grote mallen van leem en paardenmest gemaakt moesten worden. Koper, tin en afgekeurde kanonnen verhitte men in een smeltoven, waarna het vloeibare brons in de verticaal opgestelde mallen werd gegoten. Na afkoeling volgde dan de verwijdering van de mal en de nabewerking van de vuurmond. Halverwege de achttiende eeuw schakelde men in het buitenland over op het gieten van massieve geschutslopen die nadien uitgeboord werden. Toen men dit in ’s Lands Geschut Huys na vele jaren nog niet onder de knie kreeg, liet men in 1770 de Zwitser Jean Maritz naar Den Haag komen, met een internationale reputatie op dit gebied. Onder zijn leiding kwamen er drie nieuwe ovens en twee boorbanken tot stand, waarna in ruim dertig jaar tijd zo’n drieduizend vuurmonden geproduceerd werden. Na het overlijden van Jean Maritz in 1807 zetten zijn zonen Louis Ernst en Jean George Amédée de gieterij onder hun beider namen voort en tot 1904 zouden er aan de Nieuwe Uitleg kanonnen gegoten worden.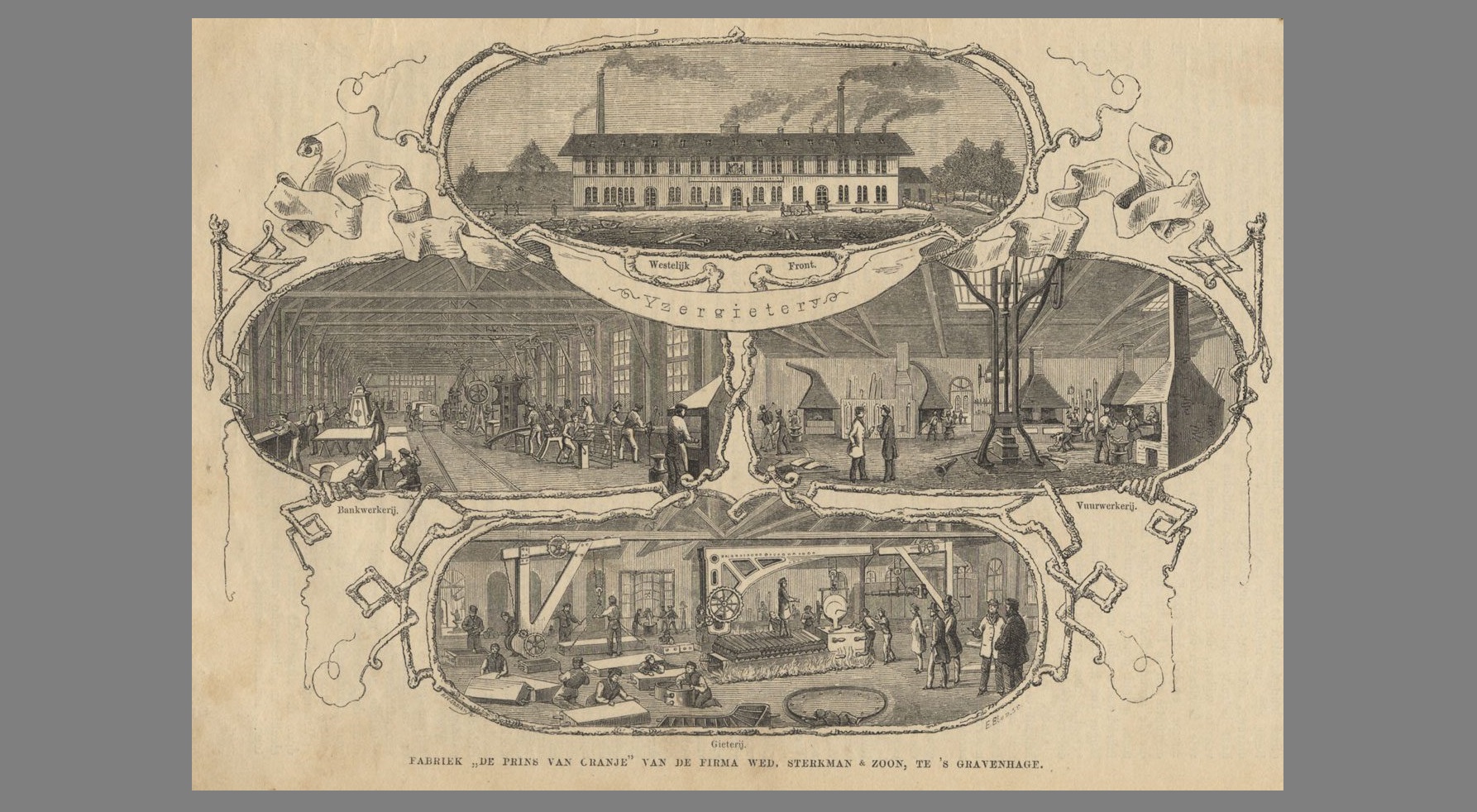 Afbeelding 4: Reclameprent van de Haagse IJzergieterij ‘De Prins van Oranje’.
Afbeelding 4: Reclameprent van de Haagse IJzergieterij ‘De Prins van Oranje’.
De geschutgieterij betekende het begin van een metaaltraditie in de hofstad die veel bedrijvigheid voortbracht. In 1824 zette kleinzoon Eduard Barholomé Louis Maritz samen met Lion Israel Enthoven de IJzergieterij en –pletterij L.I. Enthoven & Co. op aan de Haagse Trekvaart, in 1840 gevolgd door de IJzergieterij Prins van Oranje aan de Stationsweg. Ook in de andere grote Hollandse steden ontstonden in deze periode gieterijen zoals Etablissement Fijenoord in Rotterdam (1825), Van Vlissingen & Dudok van Heel in Amsterdam (1827), D.A. Schretlen & Co. in Leiden (1835), Nolet in Schiedam (1836) en Dixon & Co in Amsterdam (1839). Daarna volgden ook steden in het zuiden en oosten van het land. In 1854 was het aantal gieterijen in Nederland al opgelopen tot 27 en in 1870 meer dan verdubbeld tot 60. In de laatste decennia zou hun aantal rond de 70 blijven schommelen.
De steeds toenemende vraag naar producten was de belangrijkste oorzaak van deze groei, maar ook de gebrekkige infrastructuur speelde hierbij een rol. Vóór 1860 bestond er immers nog geen sluitend spoorwegnet in ons land en was derhalve in iedere regio een bestaansmogelijkheid voor een ijzergieterij. Diezelfde spoorwegen vormden een belangrijke klant van deze bedrijven met hun behoefte aan spoorrails, locomotieven, bruggen en stationsoverkappingen. Gieterijen die uitgroeiden tot machinefabrieken bouwden stoommachines voor schepen, gemalen en fabrieken al bleef dit aantal door internationale concurrentie vrij beperkt. Vaak moesten zij er constructiewerk naast doen en dit was voor veel gieterijen een belangrijke inkomstenbron. Gietijzeren kolommen en balken voor fabrieksgebouwskeletten, buizen en gashouders voor de opkomende gasfabrieken, bruggen, hijskranen, molenassen, vuurtorens, straatlantaarns, markthallen en siergietwerk vormden lang een hoofdbestanddeel van hun productievolume, voordat nieuwe producten voor de consumentenmarkt zoals kachels, fornuizen, handpompen en badkuipen na 1900 hun intrede deden. Hun grondstof bestond voor het grootste deel uit geïmporteerd ruw- of oud ijzer dat in zogenaamde koepelovens gesmolten werd.
Voorafgaand aan het gietproces vervaardigde men een model van het object, meestal in iepen-, vuren- of grenenhout. Voor eenmalig gebruik kwam ook gips of klei in aanmerking. Aanvankelijk werd van het model een afdruk in het zandbed van de bodem van de gieterij gemaakt. Deze gietvorm werd vervolgens volgegoten en na afkoeling uitgenomen voor verdere verwerking. Later bleef men deze werkwijze hanteren voor grote objecten. Vanaf het midden van de negentiende eeuw stapte men echter over op vormkasten. Deze bestonden meestal uit rechthoekige kisten zonder boven- of onderkant. De ene vormkast werd gevuld met vormzand (mengsel van scherp zand, steenkoolgruis en leem), waarin men het model tot halverwege onderstopte. Hierop plaatste men vervolgens de andere kast en vulde deze eveneens op met vormzand. Door tenslotte het model te verwijderen bleef de afdruk achter. Daartoe moesten de modellen wel lossend zijn, hetgeen wil zeggen dat het zonder schade aan te richten uit de vormkast getrokken moest kunnen worden. Verder diende men rekening te houden met krimp, wat betekende dat het model iets groter moest zijn dan het uiteindelijke product. Via een gietmond werd het metaal in de mal gegoten en langs tevoren uitgespaarde openingen ontsnapte de lucht uit de vormkast. Na afkoeling werd het gietstuk uit de vormkast genomen, van ongewenste uitlopers ontdaan, geschuurd en schoongemaakt. Vanwege het gewicht en omvang van de vormen transporteerde men het vloeibare metaal in gietpannen van de oven naar de gieterij. Van groot belang was dat het werkstuk met de inhoud van één enkele pan gegoten moest kunnen worden, om verzwakkingen door onderbreking te voorkomen. Dit soort grote gietpannen konden alleen met een zwenkkraan worden verplaatst en met een wormwiel gekanteld. Door het gesmolten metaal van onder uit de pan naar de tuit te laten lopen voorkwam men dat drijvende slak in het gietstuk belandde. Om zeer grote stukken te gieten was men genoodzaakt om de vorm in een gietput te maken die zich in de onmiddellijke nabijheid van de oven bevond. Afbeelding 5: Productoverzicht van IJzergieterij ‘De Prins van Oranje’.
Afbeelding 5: Productoverzicht van IJzergieterij ‘De Prins van Oranje’.
In de loop van de vorige eeuw breidde het productenpakket van de gieterijen zich verder uit omdat men er in slaagde om ook motoronderdelen zoals krukassen op deze wijze te gaan vervaardigen. Aanvankelijk was men daarvoor aangewezen op het mechanisch sterkere smeedijzer of staal omdat gietijzer door haar hoge koolstofgehalte een uitgesproken bros karakter had. Daar kwam verandering in toen men ontdekte dat door langdurig nagloeien van het gietijzer bij een temperatuur die net iets lager is dan duizend graden Celsius een materiaal kon worden verkregen dat veel buigzamer en sterker is: zogenaamd temperijzer. Na WOII kwam daar vanuit de VS nog het nodulaire gietijzer bij, dat dankzij het gebruik van magnesium in het smeltproces een taaiheid en sterkte heeft die vergelijkbaar is met staal.
Ook op het gebied van de oventechnologie deden zich ontwikkelingen voor. De koepeloven kregen voorhaarden, met als voordeel dat enkel daar de giettemperatuur gehandhaafd hoefde te worden, terwijl deze in de grote ovenruimte zonder bezwaar kon dalen. Op deze manier kon men gedurende de gehele dag over vloeibaar ijzer beschikken. De introductie van elektrische ovens na WOII betekende een nog verdere flexibilisering van de bedrijfsvoering. Daarnaast maakte het klassieke vormzand plaats voor een synthetische variant bestaande uit zuiverzand en bentoniet, later gevolgd door kernzand met kunsthars als bindmiddel. Mechanische verdichting van het vormzand met behulp van een vormmachine leidde tot verkorting van de voorbereidingstijd van het gietproces en daarmee tot productieverhoging. Lang niet alle gieterijen hadden voldoende kennis en kapitaal om deze verbeteringen door te voeren en zagen zich in de naoorlogse jaren gedwongen de poorten te sluiten. Waren er medio jaren vijftig nog ruim honderd ijzergieterijen actief, een kwart eeuw later was dit al teruggelopen tot een dertigtal omdat de markt voor hun producten bleef krimpen. Hadden ver voor de oorlog staal en gewapend beton gietijzer al verdrongen als constructiemateriaal, met de overschakeling op aardgas als huishoudbrandstof vanaf de jaren zestig daalde al snel de vraag naar haarden en kachels.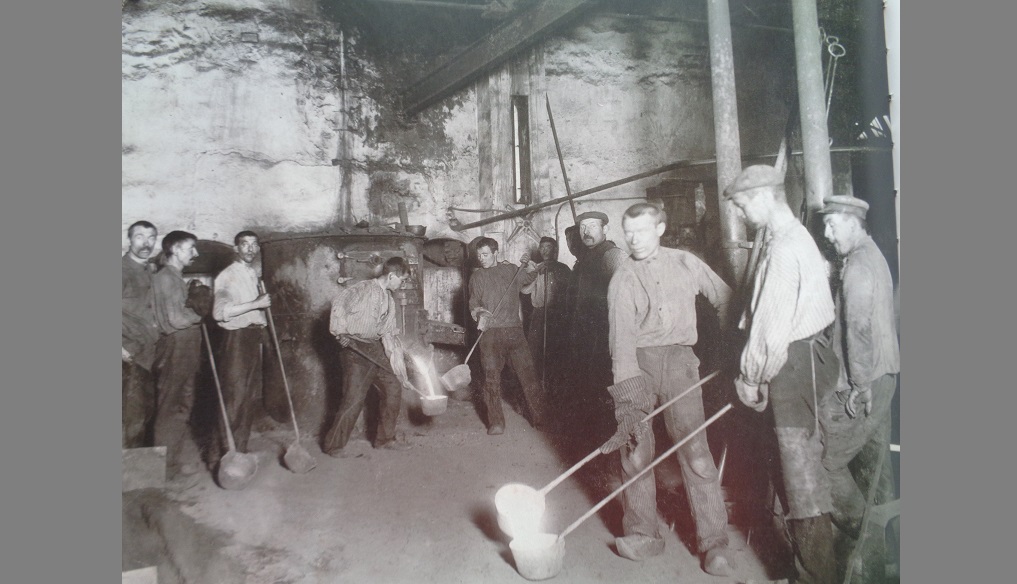 Afbeelding 6: IJzergietploeg bij één van de koepelovens van de Diepenbrock & Reigers in Ulft, omstreeks 1900.
Afbeelding 6: IJzergietploeg bij één van de koepelovens van de Diepenbrock & Reigers in Ulft, omstreeks 1900.
De vijftien metaalgieterijen die nu nog operationeel zijn hebben zich hoofdzakelijk weten te handhaven dankzij specialisatie en zijn op een enkele uitzondering na allemaal in het oosten en zuiden van het land gesitueerd. Ook het schaarse erfgoed van deze sector dat behouden is gebleven bevindt zich daar, met de gieterijhal van Stork in Hengelo, de gebouwen van Nering Bögel in Deventer en de DRU-fabriek in Ulft als meest prominente voorbeelden. Minder bekend, maar zeker zo interessant, zijn de kleinere bedrijven als die van IJzergieterij van Dun in Tilburg waar sinds kort in gewoond wordt, die van Weert waar me tegenwoordig bier brouwt en Klokkengieterij Petit & Fritsen in Aarle Rixtel die onder de naam Atelier Vonk ruimte biedt aan kunst, cultuur, muziek en ambacht. Plaatsen in het zuiden des lands daarentegen die eens bekend stonden om hun metaalgieterijen zoals Bergen op Zoom (Asselbergs en Nerincx), Breda (ETNA en Touw), Helmond (Begemann) en Tegelen (Globe, Dentjens, Hekkens en Doesborgh) hebben nagenoeg niets meer dat herinnert aan deze bedrijven. In de noordelijke provincies hebben geelgieterij Keverling in Joure en klokkengieterij Van Bergen in Heiligerlee beiden een museale bestemming gekregen. Ook in onze buurlanden zijn daar voorbeelden van te vinden zoals de Compagnie des Bronzes in Brussel, nu een museum voor arbeid en industrie, Zinkfabrik Altenberg in Oberhausen die de collectie van het Rheinisches Industriemuseum toont en de Zinkhütterhof die dat in de regio Stolberg doet. In het Zwitserse Zürich is Restaurant ‘Giesserei’ gevestigd in de voormalige Armaturenfabrik Nyffenegger en de gieterijhallen van Schneider & Cie. in het Franse Le Creusot doen dienst als auditorium en bibliotheek van het ‘Centre Condorcet’. Een wel heel opmerkelijke bestemming heeft de gieterij van het Duitse Dürener Metallwerke gekregen, want daarin is o.a. een moskee – compleet met minaret – ondergebracht.
- Deventer
- Nering Bögel / De IJzergieterij & De IJzermolen
- Ulft
- Diepenbrock & Reigers / De DRU-fabriek
- Tilburg
- Van Dun / Appartementencomplex De IJzergieterij
- Brussel
- Compagnie des Bronzes / Museum voor Arbeid en Industrie
- Aarle Rixtel
- Petit & Fritsen / Atelier Vonk
- Oberhausen
- Zinkfabrik Altenberg / Rheinisches Industriemuseum
- Joure
- Geelgieterij Keverling / Museum Joure
- Essen
- Krupp / Collosseum Theater
- Bendorf
- Sayner Hütte / Publieksruimte
- Heiligerlee
- Van Bergen / Klokkengieterijmuseum
- Stolberg
- Münsterbusch / Museum Zinkhütterhof
- Jönköping
- J. Mekaniska Werkstad / Universiteitsbibliotheek
- Zürich
- Armaturenfabrik Nyffenegger / Restaurant ‘Giesserei’
- Düren
- Dürener Metallwerke / EndArt Kulturfabrik & Fatih Moskee
- Le Creusot
- Schneider & Cie. / Centre Condorcet
- Mulhouse
- SACM / Quartier Fonderie
- Black Country
- Henry Mosely & Sons / Old Foundry Business Center
Op basis van de foto’s in deze rubriek is de ‘Erfgoedkalender 2028’ samengesteld:
