 Afbeelding 1: De klokkengieterij van Petit & Fritsen in Aarle-Rixtel heeft als Atelier Vonk een tweede leven gekregen.
Afbeelding 1: De klokkengieterij van Petit & Fritsen in Aarle-Rixtel heeft als Atelier Vonk een tweede leven gekregen.
In 2014 kwam met de sluiting van klokkengieterij Petit & Fritsen in Aarle-Rixtel een einde aan een familiebedrijf met een geschiedenis van drie-en-een-halve eeuw. Binnen de nieuwe generatie Fritsen was geen opvolger voorhanden die warm liep voor het gieterijbedrijf, waardoor de activiteiten noodgedwongen bij concurrent Koninklijke Eijsbouts in Asten – met 1872 als oprichtingsjaar eveneens een onderneming met een eerbiedwaardige leeftijd – moesten worden ondergebracht. Dat er vandaag de dag onder de naam Petit toch nog klokken gegoten worden is te danken aan het bedrijf Petit & Edelbrock in het Duitse Gescher. De verbondenheid van deze plaats met haar klokkengieterij was zo groot dat er zelfs een museum tot stand kwam, dat de ontwikkeling van dit ambacht tot industrie aanschouwelijk maakt. Het vertelt ook het verhaal van de rondreizende bronsgieters uit het Franse Lotharingen die in de zeventiende eeuw naar het noorden trokken om daar klokken en kanonnen te gieten. Naast de leden van de familie Petit ging het hierbij ook om de Jullien’s, Fremy’s en gebroeders Hemony, die met hun vak de grootste bekendheid kregen in de Nederlanden. Vanwege de aanwezigheid van een dergelijk museum in het nabijgelegen Asten heeft men er in Aarle-Rixtel voor gekozen om de monumentale gieterij uit 1907 onder de naam ‘Aterlier Vonk’ tot werkplaats voor kunstenaars en ambachtelijke ondernemers te bestemmen. Afbeelding 2: Petit & Edelbrock in Gescher is nog wél actief als klokkengieterij en nog steeds op haar oorspronkelijke locatie.
Afbeelding 2: Petit & Edelbrock in Gescher is nog wél actief als klokkengieterij en nog steeds op haar oorspronkelijke locatie.
Pieter en François Hemony kwamen een halve eeuw eerder dan de Petits naar de Nederlanden en vestigden zich aanvankelijk in Zutphen. Daar goten ze tussen 1640 en 1654 bronzen klokken in een voormalig klooster. Omdat de kapitaalkrachtige opdrachtgevers in Holland aanzienlijk talrijker waren, trokken ze naar Amsterdam en richtten daar hun gieterij in aan het Molenpad, nabij de vestingwallen. Daar verwierven zij grote faam met het vervaardigen van klokkenspelen, waarbij veel meer vakmanschap kwam kijken dan bij het gieten van een luidklok. Een speelklok met een duidelijke toonhoogte is enkel te realiseren door de klok volgens een bepaald model te gieten met een zeer nauwkeurig omschreven wanddikteverloop. Tijdens het vormen en gieten treden echter zoveel onberekenbare verschijnselen op, dat de werkelijke klok nooit identiek kan zijn aan het oorspronkelijke model. Om die reden worden speelklokken sinds de zeventiende eeuw iets dikker gegoten dan strikt noodzakelijk om dit nadien op een stembank te corrigeren. Op een dergelijke draaibank wordt met een beitel gelijkmatig brons verwijderd totdat de gewenste toonhoogte is bereikt. Hoeveel, en op welke plaats, een klok moest worden bijgeschaafd hielden de Hemony’s geheim om de concurrentie vóór te blijven. Naast de klokken leverden zij ook de koperen speeltrommel, een essentieel onderdeel van het instrument dat via draden de hamers van het carillon in beweging zet om een melodie te spelen. In tijden van oorlog verdienden de gebroeders hun geld door tijdelijk over te schakelen op het gieten van kanonnen. Door het grote vermogen dat ze met hun zaak opbouwden waren hun kinderen in staat om hun leven anders in te vullen en was het leerling Claes Noorden die na de dood van François in 1680 de klokkengieterij voortzette en daarbij het hoge kwaliteitsniveau wist te handhaven. Dat laatste gold niet meer voor zijn opvolgers en na nog enkele decennia als stadsgieterij voor allerlei klussen te hebben gediend volgde rond 1800 de definitieve sluiting. Het bedrijfspand bestaat nog altijd en heeft met zijn kleine ramen, dikke muren en hijsbalken zijn industriële uitstraling behouden. Tegenwoordig is het in gebruik als kantoor. Hoewel er door oorlog en brand heel wat carillons verloren gingen, zijn er enkele tientallen behouden gebleven. Door restauratie zijn ze echter lang niet allemaal meer origineel. Van het overige gietwerk van de Hemony’s, zoals vijzels, koorhekken en beelden, is de bronzen Atlas van het Paleis op de Dam het bekendste voorbeeld. Afbeelding 3: Merknaam en versiering op een speelklok van de gebroeders Hemony.
Afbeelding 3: Merknaam en versiering op een speelklok van de gebroeders Hemony.
Men kan betwisten of 1660 echt als oprichtingsjaar van het bedrijf Petit & Fritsen beschouwd moet worden, zoals nog steeds op haar website is te lezen. Het is het jaar waarin Jean François Petit wordt geboren in het Lotharingse Montigny-le-Roy en zijn toekomstige schoonvader Nicolas Jullien in het naburige Damblain reeds wordt genoemd als ‘maître fondeur de métail. Realistischer is echter het jaar 1690 dat zowel op de historiepagina van deze website als op die van Petit & Edelbrock wordt genoemd. Nadat Jean François Petit in 1688 gehuwd is met Nicolas Jullien’s dochter Marie blijft hij nog zeker tot 1715 in Lotharingen, maar duikt de naam van zijn zwager Alexis Jullien twee jaar later op in Maaseik waar deze de klokken giet voor de parochiekerk. Hiermee begint een lange reeks gietopdrachten die Alexis in oostelijk Noord-Brabant en Noord-Limburg uitvoert, terwijl hij woonachtig is in Weert en later in het Belgische Lier. Het betreft luidklokken die gezien hun omvang ter plaatse worden vervaardigd en van een eigen gieterij is dan ook nog geen sprake. Dat laatste is pas het geval als zijn neef Joseph Petit, de oudste zoon van Jean François, door zijn huwelijk met de bemiddelde Johanna Maria Guns in 1720 de mogelijkheid krijgt om een werkplaats te vestigen in het kasteeltje De Donck te Someren. Samen met zijn broer Jean reist Joseph sinds 1717 door de Nederlanden, Westfalen en het Rijnland om klokken te gieten en blijft dat nog jaren doen. Het is Alexis Petit die in 1745 in de voetsporen treedt van vader Joseph en het bedrijf in 1787 uitbreidt met een gieterij in het Duitse Gescher, nadat hij daar een klok heeft gegoten voor de Sint Pancratiuskerk. Na diens overlijden in 1801 volgt zijn zoon Henricus hem op aan het thuisfront, waar de gieterij inmiddels is verplaatst naar Aarle-Rixtel, terwijl zoon Alexis Jr. de zaken in Gescher voortzet. Dit is de laatste gietersgeneratie Petit omdat beide broers kinderloos blijven en het bedrijf daarna overgaat op aangetrouwde familie. In Aarle-Rixtel gaat het in 1815 om neef Henricus Fritsen, in Gescher in 1842 om de neven Joseph en Wilhelm Edelbrock.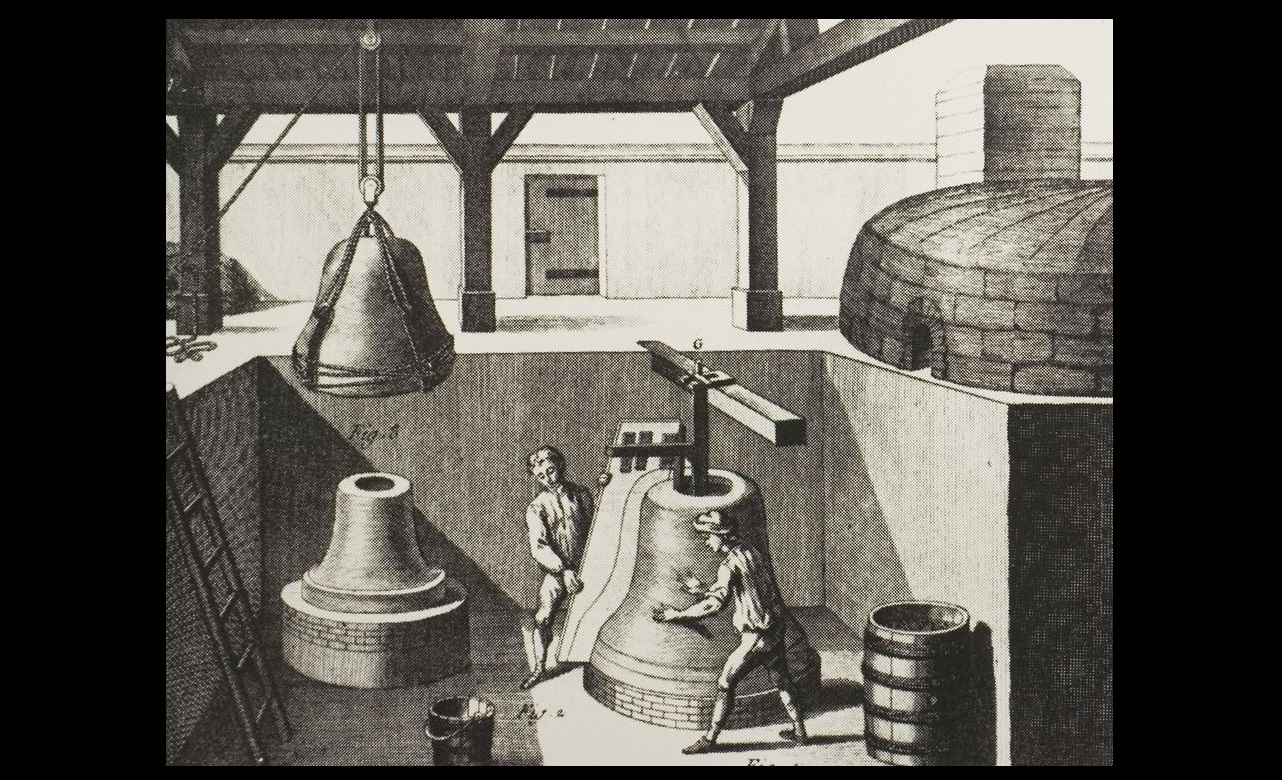 Afbeelding 4: Zeventiende-eeuwse prent van een klokkengieterij.
Afbeelding 4: Zeventiende-eeuwse prent van een klokkengieterij.
Henricus koos Petit & Fritsen als firmanaam en op een enkele uitzondering na is die tot het einde in 2014 gehandhaafd gebleven. De negentiende eeuw verliep voor de onderneming op het gebied van luidklokken zeer succesvol. Dit dankzij het feit dat in het Koninkrijk der Nederlanden het katholieke geloof weer openlijk mocht worden uitgedragen. Na het herstel van de bisschoppelijke hiërarchie in 1853 kwamen talloze bouwplannen voor katholieke kerken tot stand waarvoor het bedrijf de klokken kon gieten. Het gieten van speelklokken had men echter nog niet onder de knie, hetgeen bleek uit de vele negatieve reacties op het klokkenspel dat men in 1867 voor de Eindhovense Catharinakerk had geleverd. Honderd jaar later werd het vervangen door een carillon dat afkomstig was van concurrent Eijsbouts uit Asten. Ook na de eeuwwisseling had men nog volop orders en in 1913 trok men zelfs een gieterijmeester van Petit & Edelbrock, hoewel er in de loop van de Eerste Wereldoorlog al weer een einde aan die samenwerking kwam. De interbellumjaren daarentegen verliepen moeizaam, met het faillissement van 1934 als dieptepunt. Dankzij de reddingsoperatie van een margarinefabrikant uit Den Bosch kon echter een doorstart worden gemaakt en deze periode kon in 1939 zelfs nog met een heuglijke gebeurtenis worden afgesloten toen men er voor het eerst in slaagde een toonzuiver klokkenspel te vervaardigen. Ook hiervoor was overigens hulp van buitenaf nodig, dit keer in de persoon van klokkendeskundige Jan Arts, alias frater Getulius. Het feit dat klokkengieterij Van Bergen uit Heiligerlee hier vijf jaar eerder al in geslaagd was zal eveneens een stimulans zijn geweest om dit pad wederom te gaan bewandelen.
Na de oorlog vertoonden de resultaten van het bedrijf weer een sterk opgaande lijn. Aanvankelijk vanwege het herstel van oorlogsschade aan veel kerktorens, maar daarna vooral door exportopdrachten en het fenomeen dat carillons in steeds meer andere gebouwen een plaats kregen zoals universiteiten, stations of gemeentehuizen. Tegenwoordig treft men over de hele wereld klokkenspelen van Petit & Fritsen aan en was het bedrijf samen met Eijsbouts letterlijk toonaangevend in de wereld. Dit werd in 1976 bekroond met de toekenning van het predicaat ‘Koninklijke’. In dat jaar werd ook Frank Fritsen werkzaam binnen de onderneming, als vijfde generatie Fritsen en tiende generatie binnen de familie. Toen hij er in 2014 een punt achter zette was de personeelsomvang inmiddels geslonken van ruim tachtig in de naoorlogse hoogtijdagen naar zeventien medewerkers, waarvan de helft mee overging naar Koninklijke Eijsbouts. Als enig Nederlands voorbeeld van een volkomen traditionele klokkengieterij staat het complex van Petit & Fritsen sinds 1988 op de rijksmonumentenlijst. Het hart daarvan vormt de originele smeltoven, die op hout gestookt werd, en de bijbehorende gietkuil. Afbeelding 5: In Aarle-Rixtel zijn de oorspronkelijke gietkuil en smelthaard behouden gebleven.
Afbeelding 5: In Aarle-Rixtel zijn de oorspronkelijke gietkuil en smelthaard behouden gebleven.
Na de dood van hun oom Alexius Petit Jr. in 1842 zetten de gebroeders Edelbrock, zonen uit een Bremer koopmansfamilie, de gieterij in Gescher voort onder de naam Petit & Gebrüder Edelbrock. Het karakter van de onderneming is dan nog erg ambachtelijk, want ze voeren vrijwel alle werkzaamheden zelf uit en schakelen alleen dagloners in als er gegoten moet worden. Niettemin weten ze op die manier een hoog kwaliteitsniveau te bereiken, wat in 1855 op de wereldtentoonstelling van Parijs beloond wordt met een zilveren medaille. Na het overlijden van Wilhelm in 1859 blijft Joseph het vak tot op hoge leeftijd uitoefenen, hierbij geassisteerd door zijn zoon en opvolger Rudolf. Hun opdrachten beperken zich niet alleen tot de regio. Zo leveren ze kerkklokken in Osnabrück (1869), Oldenburg (1876) en zelfs in het Deense Århus (1880). Het gieten van de Marienglocke voor de Dom van Aken in 1881 is ongetwijfeld de meest prestigieuze opdracht uit die jaren. Een enkele keer komt er ook een order uit Nederland, zoals die voor de Sint Christoffelkathedraal van Roermond in 1894. Kort voor de eeuwwisseling volgt Carl zijn overleden vader Rudolf op en ontwikkelt zich tot ‘tüchtigste Glockengießer’ uit het geslacht Edelbrock. Geen voorganger goot zoveel klokken als hij en wederom zitten hier opzienbarende exemplaren tussen, zoals een vijfstemmig klokkenspel voor het stadhuis van Kopenhagen (1900), één van vijftien klokken voor de Sint Johns kathedraal van Denver (1905) en één van negen klokken voor de kathedraal van Manilla (1906). In eigen land giet hij de St. Andreas-klok voor de Dom van Erfurt, Hosanna-klok voor die van Fulda en St. Bernardus-klok voor die van Münster.
Zoals zo vaak gaan vakmanschap en zakelijk inzicht niet samen en dat geldt ook voor Carl Edelbrock. Hij laat buitenlandse opdrachten uitbetalen in natura en maakt een twee jaar durende reis door de Verenigde Staten die weliswaar veel avontuurlijke verhalen maar geen opdrachten oplevert. Tot dat inzicht gekomen, en bij gebrek aan een opvolger, vraagt hij in 1912 vriend en familieverwant Werner Hüesker om toe te treden tot het bedrijf. Deze heeft zijn zakelijk talent al getoond als directeur van katoenspinnerij- en weverij H. & J. Hüesker und Söhne met vestigingen in Gescher en Vreden. Werner Hüesker loodst het bedrijf door de moeilijke jaren van de Eerste Wereldoorlog heen, waarin het bedrijf gedwongen wordt om mee te werken aan de inbeslagname van klokken voor de wapenindustrie. Het gieten beperkt zich in die periode tot scheepsklokken en aluminium klokken voor profane doeleinden. De opbloei van de klokkengieterij na afloop van WOI i.v.m. herstel van oorlogsverliezen wordt ruw onderbroken door de inflatiejaren, waarin nieuwe klokken voor opdrachtgevers onbetaalbaar zijn. Ook tijdens WOII giet men slechts een minimaal aantal klokken, met dit verschil dat deze nu van zink zijn omdat het aluminium bestemd is voor de vliegtuigindustrie. In de naoorlogse jaren lijdt het bedrijf sterk onder grondstofgebrek, omdat de geallieerde bezetter enkel toestaat dat er bronzen kanonnen worden omgesmolten tot klokken. Als hierin verruiming komt neemt de bedrijvigheid sterk toe en al in 1949 kan klok nummer duizend van na de oorlog worden gegoten. Werner’s zoon Hans Hüesker heeft dan al weer jaren de leiding en laat in 1955 een nieuwe gieterij bouwen, met een smederij en timmerwerkplaats om volledige torenuurwerken te kunnen leveren. De productie staat nog lang in het teken van herstel van oorlogsschade, waarbij het regelmatig exemplaren betreft die in het verleden al in Gescher zijn gegoten, zoals de Marienglocke uit Aken. In 1979 volgt Florence Hüesker haar overleden echtgenoot op en ziet in 1988 toe op de totstandkoming van de grootste klok die ooit in Duitsland gegoten is. Een dertien ton wegend exemplaar voor een Tibetaans meditatiecentrum in San Francisco dat de gieterij enkel via het dak kan verlaten. Sinds 1995 geeft haar zoon Hans-Göran Hüesker leiding aan het bedrijf, dat na een dreigend faillissement in 2010 inmiddels weer meer dan honderd klokken en talloze kunstobjecten heeft voortgebracht. Afbeelding 6: Replica van een gietkuil in het museum van Gescher.
Afbeelding 6: Replica van een gietkuil in het museum van Gescher.
Het vormproces dat aan het klokkengieten voorafgaat bestaat uit het maken van een vuurvaste vorm van leem, waarin een lege ruimte is uitgespaard met precies dezelfde vorm en afmetingen als de klok. Zo was Leem van goede kwaliteit destijds aanleiding voor Petit & Fritsen om zich in Aarle-Rixtel te vestigen. Een gietvorm bestaat uit drie delen: de kern, de mantel en de kroon. Ze worden afzonderlijk gemaakt om kort voor de gieting tot één gietvorm te worden samengevoegd. Het vormproces begint met het maken van een sjabloon waaruit het profiel van de binnenkant van de klok is gevijld en die draaibaar is om een centrale spil die in de bodem van de gietkuil wordt geplaatst. Vervolgens wordt een stenen kern gemaakt, en wel zodanig dat tussen de stenen en de mal een ruimte open blijft waar later de lemen bekleding van de definitieve kern wordt aangebracht. De stenen kern wordt bovendien hol gemaakt zodat tijdens het vormproces daarin een vuur kan branden om de leem te drogen. Bovendien is de leem vooraf met vermageringsmiddelen, zoals paardenmest, zodanig geprepareerd dat deze tijdens het droogproces niet zal scheuren. De kern blijft aan de bovenzijde open, enerzijds voor de trek, anderzijds omdat daar later het ijzeren klepeloog in zal worden aangebracht. Na het aanbrengen van een laag leem over de stenen kern, krijgt deze door het ronddraaien van het sjabloon exact het profiel van de toekomstige klok. De sjabloon van de kern wordt dan tijdelijk weggenomen om hier het profiel van de buitenkant van de klok in uit te vijlen. Met behulp van deze buitensjabloon wordt de zogenaamde ‘valse klok’ met niet al te sterke leem gemaakt. Op zeker moment in het vormproces wordt deze verwijderd om ruimte te scheppen voor het vloeibare brons van de definitieve klok. Op de valse klok worden met houten matrijzen opschriften en versieringen geplakt. Tenslotte wordt het sjabloon nogmaals verwijderd om er het profiel van de buitenmantel in uit te vijlen, waarvan de dikte niet zeer nauwkeurig gekozen hoeft te worden. Als deze is vormgegeven wordt met een mes, dat om de spil draait, een conisch gat aangebracht ten behoeve van de kroonvorm. Na verwijdering van de valse klok komt er een ijzeren klepeloog in de top van de kern, alvorens de buitenmantel hier overheen wordt geplaatst. In tegenstelling tot de ‘valse klok’ wordt de kroon in was gemodelleerd. Naast de kroon zijn in de kroonvorm ook de gietloop en de windpijpen aangebracht, waardoor de lucht kan ontsnappen tijdens het gietproces. De kroonvorm wordt ontdaan van was door deze te verwarmen en is daarna klaar om in de conische uitsparing van de klokvorm geplaatst te worden.
Omdat het vloeibare klokkenbrons tijdens het gieten grote opwaartse krachten uitoefent, wordt de vorm in de gietkuil begraven met aangestampte aarde. De gietvorm is door middel van een kanaal met de smeltoven verbonden om de klok rechtstreeks vanuit de oven te kunnen gieten. De oven zelf bestaat uit een smelthaard waarin het brons wordt gesmolten en een vuurhaard met rooster waarop hout wordt gestookt. De vlammen bereiken via de vuurbrug de smelthaard om deze te verhitten zodat het brons kan smelten. Dit gebeurt bij een temperatuur van elfhonderd graden Celsius, waarna de leemprop door de gietmeester wordt weggestoten en het vloeibare brons zijn weg zoekt naar de gietvorm. Na een lange afkoeltijd breekt dan het nabewerkingsproces aan, waarbij de klok wordt bevrijd uit zijn mal en met borstels wordt schoongemaakt. Als het een beiaardklok betreft wordt deze daarna nog gestemd op de draaibank.
